No products in the cart.
en
Revolutionizing the screen printing industry through cutting-edge technology and quality service
Phone: +1 847-367-9760
Anatol Equipment Manufacturing Co.
1429 S Shields Dr
Waukegan, IL 60085
Revolutionizing the screen printing industry through cutting-edge technology and quality service
Anatol Equipment Manufacturing Co.
1429 S Shields Dr
Waukegan, IL 60085
Which way is right for your business depends on many factors including:
Once you’ve got a solid understanding of the craft and the necessary screen printing equipment, you have the ability to grow a business while helping others promote their own. You set your own pace for business – from small print runs for local teams, events and businesses to larger jobs for corporate organizations. The possibilities are endless.
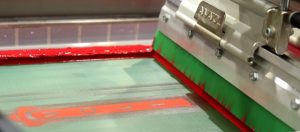
First a design is created, then turned into a stencil by “burning” the image into a screen using a photosensitive emulsion and a light source. The screen is then placed on the press over a garment, ink is applied and a squeegee stroke floods the mesh of the screen with ink to ensure even, consistent printing. Next, the squeegee presses the ink through the mesh and onto the garment. When you print a design, one color is applied at a time. This means if you’re printing a design with multiple colors, it must be printed in layers. Each of these layers takes time and resources, raising the labor and material cost. With that in mind, screen printing is best for simple designs, single color designs and large print runs. The outputs of screen printing shops always differ – some produce limited print runs of fewer than 50 garments, some produce thousands (often with the help of automatic presses!).
If you’re like most new entrants in the screen printing industry, you want the ability to cost-effectively produce small to medium jobs while working your way up to large, cost-competitive runs. Screen printing offers you that great advantage. It’s also a great way to create high quality prints on a large scale. Screen printing creates a long lasting print on whatever garment you choose, even after repeated washes. Screen printed garments are the standard for what is considered to be the “professional look” in the garment printing industry.

Automatic screen printing presses like the Anatol Volt can handle the biggest orders.
A potential hurdle to kick-starting your screen printing business is the initial investment. Screen printing equipment isn’t cheap but on the upside, there are payment plans and financing options to make it easier on your wallet. If you’re printing large-scale orders you should have no problem making back your initial investment many times over.
You’ll take many steps before the ink hits the garment. Even though the screen printing process itself is relatively fast, the set up for a print run takes time and consideration. As mentioned, screen printing is best for simple designs – high resolution details like photographs don’t show up well.
DTG printing uses an inkjet printer to apply ink directly to the garment, like printing a document from your computer. DTG uses specialty inks which are absorbed by the fabric in the garment. This process can produce prints in higher detail than screen printing in an almost unlimited color pallet, making complete customization easier on the person printing. There’s also no layering in DTG, all the colors are printed at the same time. Direct to garment printing may not have the same recognition as screen printing but it definitely holds firm within the industry.
Direct to garment is a great choice for printing just a few shirts. There’s very little set up time due to the printer, which is like a normal computer printer but big enough for a t-shirt. DTG printing is a very clean process compared the screen printing. Also, the customer isn’t limited to any particular set of colors. DTG printers can print virtually any color the customer desires. Another benefit of DTG printing is the end product – a clean, detailed design with a natural feel.
One of the downsides of DTG printing is that unless you have multiple inkjet printers, you can only make one print at a time. This makes the printing process longer than screen printing, where multiple prints can be made in seconds. Even a manual screen printing press can handle much larger production runs than a DTG printer, and for a much smaller price tag.
The high cost of ink is another issue when it comes direct to garment printing. Also, the inks used in DTG printing have a tough time showing up on dark colored garments, unlike the inks used in screen printing. DTG ink is most appropriate for high-quality cotton garments – printing on polyester can be difficult.The ink cost and slower printing process make direct to garment printing a poor fit for large orders. Although DTG may seem like a foolproof method of printing garments, it’s still a relatively new technology with its share of issues.
Screen printing and direct to garment printing are both important processes in the textile customization industry due to their distinct capabilities. Screen printing is better for larger production runs while DTG is dedicated to niche, small print runs. When deciding which method is right for you, consider your scale of production and anticipate possibilities for future growth.
Want to be able to handle large orders with ease? Anatol manufactures a wide variety of t-shirt screen printing presses to meet any production demand. Contact us today and we’ll help get you started with the tools you need for successful screen printing.
Your message was successfully sent!