No hay productos en el carrito.
es
Revolucionando la industria de la serigrafía a través de tecnología de punta y servicio de calidad
Teléfono: +1 847-367-9760
Anatol Equipment Manufacturing Co.
1429 S Shields Dr
Waukegan, IL 60085
Revolucionando la industria de la serigrafía a través de tecnología de punta y servicio de calidad
Anatol Equipment Manufacturing Co.
1429 S Shields Dr
Waukegan, IL 60085

We’re very thankful to Sam Austrin-Miner, owner of Ministry of Shirts in Armidale, Australia, for contributing this super informative article where he shares their experience of upgrading from manual presses to the all-electric Anatol VOLT automatic screen printing press. Read on to see what the upgrade meant to his business, and the steps the Ministry team took to prepare for the automatic press’s arrival.
For us, it was a question of «we can’t get one quick enough.» The company grew too quickly, which is a fast route to failure for any business if it cannot accommodate the workflow – it just means order turnaround times grow and customer service falls off quickly.
We were printing 100 shirts an hour for around 5-7 hours per day on our manual presses. It was not feasible to get a third manual press! To be blunt I felt like my arms would fall off. At that stage it was a no-brainer: «we need an auto» as soon as possible. Getting to the point of making that decision had taken 3 years, and then making the final decision on what press to buy took several months of research and demos.
There were lots of considerations to make when migrating from manual to automatic printing, but the main issues that needed to be resolved for us were space, power, staffing and oven capacity.
For space, we needed enough to accommodate the new press but also to house the old ones. We also had to build in to the equation the extra space we needed for stock to sit. If you are on the growth trajectory we were on, we needed to move from, say, 30 boxes of stock per week to 6 pallets of stock per week. We did not account for this. The auto can output standard prints six times faster than a manual, but on colour prints it’s more like 60 times faster. This mean we could process heaps of orders much faster, which meant we could bring in more stock and so needed a lot more space. We hadn’t figured on that one!
For the space of the auto, we actually taped out the area on the floor to make sure we could fit it in our print warehouse properly. This included allocating enough space all the way around the press to make sure a press operator could get in with a large screen and adequately work on all the print heads.

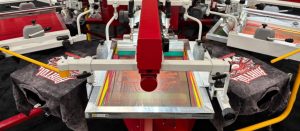
The VOLT automatic press arrives at its new home!
Presses are heavy, so make sure you have a forklift to lumber it into the print shop with no obstacles, and wide enough doors.
For power, we needed lots more and 3-phase this time. Most Anatol presses come in both single and 3-phase options. We wanted 3-phase as it reduced the total amperage draw on the system. We wanted a 10-head/12-pallet press with two in-line flash cure units, and potentially an in-line heat press too, plus we had an oven which sits at 45 amps. We have 180 amps to our building. It all worked fine, but we did need to upgrade the circuit breakers to cope with the spike in draw-down that the flashes take before settling. We took some advice from our Anatol distributor Leapfrog Machinery, and our local electrician here. It’s really worth checking this out before you make your purchase.
Lastly, I think it was really important for us to consider staffing levels and oven capacity when adding the auto. It’s all well and good for people to quote production speeds of 600+ shirts an hour, but if you’re moving from a manual to an auto as a one-man band, then it’s safe to say you won’t reach anywhere near 600 an hour. We purchased a new conveyor dryer not long after adding the new auto, as we could not get the dryer’s throughput to match the auto’s output. We run four people in a press team: one loading, one unloading, and two catching for faster runs. This can drop down to two people for smaller jobs. But I would not want to run an auto on my own! A wider dryer belt (1.4m) and longer infeed (1.8m) allowed us to easily unload from the press at any speed.
Our expectations were that the reseller would install the new press in two days and provide the on-console training, so we were able to get up and going with production the following day. This is pretty much what happened. There was a lot of heavy lifting from us to assist in the install. Depending on the size of your press the length and weight of the print heads can vary, but they are heavy and require some serious muscle power to hold them in place while bolting them down.

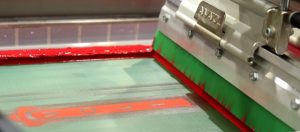
Installing the print heads on the VOLT
We designed a wooden jig to rest the print head on, which made it easier to align the heads. The basic build of the auto was pretty straightforward, however the alignment of the heads, pallet arms and pallets took some time. We learned that it’s pretty important to have the height of the pallets completely zero’d out to adjust the height of the pallet properly. Getting the level from front to back and side to side is essential.
It really helped that we had marked on the floor exactly where the core of the press was to go. I think this is a must-do for everyone, as there is no time to mess about once the install is underway.
The first weeks of operation on the VOLT were great. Production slowed initially while we dialed things in, but the pace picked up quickly. Most people would say they felt comfortable on the press in a few days. However, to get really confident in your printing takes longer. For example, setup and tear-down took a lot longer than on a manual to begin with, especially with multicolor print jobs. But understanding squeegee angles, squeegee pressures, print head speeds and off-contact behaviour sped up the process. I would recommend getting some new screens or re-meshed screens to make sure you can set up really well when you start out. Our production director Lydia runs very complex jobs in no time at all now, but it did take awhile for the whole team to run it quickly. We operate operate with a print team of four, three of which cycle around loading, unloading and catching as well as install of screens, inks and tear-down. The press operator is responsible for registering each job and test printing.

Victory!
The team found using the VOLT a little scary at first. With 12 pallets there is always the possibility that if you have a misprint or issue on press, you won’t notice it until you’ve misprinted all 12. But they got used to the pace of the machine and were soon printing all manner of jobs with no dwell time (loading and unloading in 4-6 seconds) at medium speed for the carousel.
For small orders of less than 50, we often use the Step Back process to save on setup time which significantly increases the output of garments.
For orders where the colour sequencing was not quite right with the artwork, it’s super helpful to use the Cycle Mode.
Having in-line flashes controlled directly from the console is a gift. Heating up pallets with the touch of a single button is also neat.
The efficiency and efficacy of prints has improved to no end, as has the consistency of all our prints. We love our Anatol VOLT.
Take your time in the planning stage. Spend several months working out the pros and cons to decide when is the best time. For us, it came quickly and it was impossible in the end for us not to upgrade to the auto. Consider the electrical requirements, the space, the staffing and any other associated elements that may hinder production times in the future, like the conveyor dryer or the screen coating, exposure timing, or even screen reclamation. When you have an auto, it can soak up huge jobs and also large quantities of jobs too, so planning how to keep feeding it is important. Dead idle time when the press is not eating up orders is wasted time.
My main comment would be to work out the business case. If you have enough business to clear a minimum of 300 garments printed daily then it’s a no-brainer – our average is around 750 per day, but some days can be 4 times that. That’s the flexibility an auto can give you. The VOLT has solved a huge number of issues for us in print quality and efficiency, and it has also pushed our business forward into the next stage in the market. To be honest we will probably start looking for a second automatic press soon.
By Sam Austrin-Miner
Ministry of Shirts
Armidale, Australia
Sam Austrin-Miner has been an owner-operator in business for over 30 years. In that time, he has been something of an accidental «serial entrepreneur» owning and running over 10 different businesses in the technology and management consulting field in the USA, UK and Australia. His expertise in business has been specifically in catalyzing startups right through to delivering ERP solutions for organizations with up to 26,000 personnel. In 2017, he sold his management consulting company aiming to have a quieter semi-retired life, and then accidentally started an apparel decoration company specifically with screen printing. He part owns the Ministry of Shirts with Lydia, one of his daughters who manages the whole of production while he focuses on developing the business and drinking decaf!
You can learn more about Ministry of Shirts by visiting their website or checking out their YouTube channel.
Sam is also the host of the Aussie Screen Printing Club podcast, which you can hear on your favorite podcast platform including Spotify, Apple Podcasts, Audible and more.
Your message was successfully sent!